

Productieprocessen ContiRod® en SouthWire®
In beide procesvarianten wordt walsdraad geproduceerd in een geïntegreerd proces dat smelten, gieten, walsen, reinigen en verpakken omvat. Die efficiënte en energiegeoptimaliseerde processen worden door Aurubis gecontroleerd en bewaakt binnen nauwe grenzen en worden voortdurend verder ontwikkeld. De productie vindt plaats volgens Europese en internationale normen en de productkwaliteit voldoet aan de hoogste eisen van de klant.
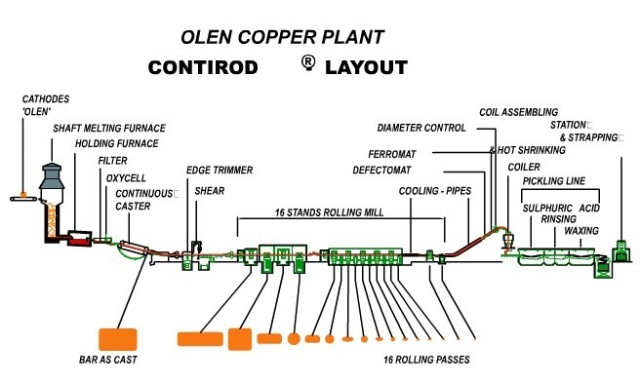
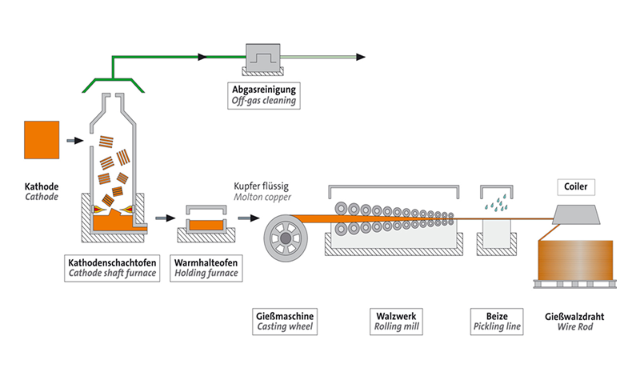
Na een raffinageproces is koper in zijn zuiverste vorm als zogenaamde kathode beschikbaar voor verdere verwerking. Die kathoden met een gehalte van meer dan 99,99% Cu worden eerst gesmolten in een kathode schachtoven onder strikte procescontrole. Het gesmolten koper, dat een temperatuur van ongeveer 1.200 °C heeft, wordt vervolgens via goten naar de gietmachine gevoerd, het hart van een draadfabriek. Daar wordt het vloeibare koper gegoten tot een continue staaf. Er zijn in wezen twee technologieën van gietmachines: Hazelett-gietmachines in de ContiRod (zie afbeelding 1) en gietwielen in South Wire®-gietmachines (zie afbeelding 2), die beide in de Aurubis Groep worden gebruikt. Ook al zijn de gietprocessen verschillend, het product van de gietprocessen is hetzelfde: een continue koperen staaf bij een temperatuur van ongeveer 900 °C. De staaf komt er roodgloeiend uit.
De ingot gaat roodgloeiend de walserij in, die uit vele walsbanken bestaat. Door de voortdurende vermindering van de dwarsdoorsnede van het gewalste materiaal kunnen draaddiameters tussen 23,5 mm en 8 mm worden bereikt. De draad, die ongeveer 400 tot 500 °C heet is, gaat vervolgens met een constante snelheid de oppervlaktebehandeling en de koeling in. Daarna is de temperatuur gedaald tot ongeveer 40 °C. Nadat de draad is gedroogd en van een beschermende waslaag is voorzien, wordt hij opgerold tot zogenaamde coils of spoelen, die tussen 3,5 en 8 ton wegen. De walsdraad is nu klaar voor verzending over de hele wereld. Aurubis produceert tot 800 coils per dag.